5.6. 용접 보조 조건 - 재기동
5.6. 용접 보조 조건 - 재기동
Arc 용접 진행 중에는 Arc 꺼짐, 용접 전류 및 전압의 제한치 초과, 가스 압력 저하, 와이어 부족, 냉각수 에러 등으로 인해 용접이 중단될 수 있습니다. 이 때 용접이 정지된 지점에서 다시 용접을 시작하면 용접이 안된 부분이 발생할 수 있습니다. 재기동 기능은 이러한 경우 용접이 수행되지 않은 부분을 보완하기 위해 오버랩하여 용접을 수행하는 기능입니다.
재기동 조건설정에서는 Arc 꺼짐 등 특정 원인에 의해 용접이 중단된 후 재기동 할 때 재기동 방법 대해 설정합니다. 용접이 중단된 이후 별도의 조치 없이도 용접작업을 자동으로 재기동하거나 중단 원인을 제거한 후 다시 기동하면 일정 거리만큼 용접선을 따라 역방향으로 이동한 후 용접을 시작합니다. 결과적으로 에러가 발생하여 용접이 중단된 위치 근처에서는 용접 수행이 중복되는 오버랩 구간이 생기게 됩니다. 이를 통하여 용접 중단 후 재기동을 할 때 용접이 안된 부분이 생기는 것을 막을 수 있습니다.
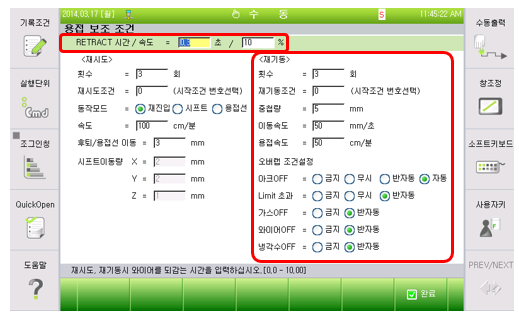
그림 5.11 용접보조조건 대화상자(디지털 용접기, 재기동)
자동용착해제 조건은 용접 종료 후 와이어가 모재에 용착 되었을 때, 이를 자동으로 해제하는 기능에 대한 설정입니다.
자동 용착해제 조건의 각 항목별 내용은 다음과 같습니다.
(1) RETRACT시간: [0] 초 (범위: 0.00 ~ 10.00)
용접 중에 용접이 중단되어 재기동을 할 때 다양한 이유로 와이어가 과도하게 송출된 상태일 수 있습니다. 이럴 경우 와이어가 모재와 접촉하여 용착이 발생하거나 모재와 너무 근접하여Arc 발생이 불안정할 수 있습니다. 그렇기 때문에 재기동 전 와이어를 retract하여 용접에 적합한 환경을 만드는 기능을 지원합니다. 이 설정은 와이어를 retract할 시간을 지정하는 것입니다. 이 값이 0이 아닐 경우 와이어를 retract한 후 토치를 이동하고, 이후 Arc 발생을 시도 합니다.
(2) RETRACT속도: [10] % (범위: 0 ~ 100)
재기동 할 때에 와이어를 retract하는 속도입니다. 용접기에 따라 지원되지 않을 수 있습니다. (Ex. Saprom 용접기)
(3) 재기동 횟수: [5] 회 (범위: 0 ~ 9)
동일용접 구간에서 재기동 처리의 최대 반복 횟수를 지정합니다. 이 횟수를 초과하면“E1274 동일 용접구간 내 재기동 횟수 초과” 에러가 발생합니다.
(4) 재기동 조건: [0] (범위: 0 ~ 32)
재기동 할 때 오버랩 구간에서 사용할 용접조건의 번호를 입력합니다. 오버랩 하여 재기동 할 때 입력된 용접시작조건의 본 조건(전류, 전압 등)으로 오버랩 구간에서 용접을 수행하게 됩니다. 단, 입력된 조건번호가 “0” 인 경우 오버랩 구간에서부터 현재 실행중인 용접시작조건의 본 조건으로 용접이 수행됩니다.
(5) 중첩 량: [5] mm (범위: 0.0 ~ 99.9)
재 기동 할 때 용접을 중첩하는 길이(오버랩 거리)입니다. 중첩 길이만큼 되돌아 간 후 다시 용접을 시작합니다.
(6) 이동속도: [ 50] mm/초 (범위: 1~999)
오버랩을 시작하는 위치로 토치를 이동 시키는 속도를 설정합니다. [그림 5.13]의 ③~④ 구간의 이동 속도를 의미합니다. (그림 5.10 참조)
(7) 용접속도: [ 50] cm/분 (범위: 1~999)
오버랩 시작 위치에서 종료 위치까지 중첩 용접을 할 때 로봇의 이동 속도를 설정합니다. [그림 5.13]의 ④에서 오버랩 거리만큼 용접하며 이동할 때의 속도입니다. (그림 5.13 참조)
용접시작점에서 용접종료점(⑤)으로 용접 진행 중 에러가 발생한 경우, 오버랩 조건이 반자동이면 사용자는 용접이 정지된 원인을 파악하고 에러를 처리합니다(①). 에러 요인 제거 후(②) [START]버튼을 눌러(③) 용접을 재개할 경우 로봇은 자동으로 오버랩 시작 위치로 [이동속도]에 설정된 속도로 이동합니다(④).이동 후 오버랩 거리만큼 [용접속도]에 설정된 속도로 용접을 하며 그 이후에는 정상 속도로 용접을 하며 이동합니다. 단, 오버랩 구간 용접 중 에러가 발생한 경우는 다시 오버랩 하지 않고 그 지점에서 바로 용접을 시작합니다.
(8) 오버랩 조건설정
[그림 5.11]의 우측 하단 항목은 Arc 용접 중 ArcOff(Arc꺼짐), Limit 초과, 가스Off(가스 압력 저하), 와이어Off(와이어 부족), 냉각수Off(냉각수 에러) 등의 원인으로 용접이 중단되었을 때 오버랩을 수행할 방법에 대해 설정합니다.
A. 자동
자동으로 오버랩을 수행하는 설정입니다. 해당 설정은 Arc 꺼짐에 의해 용접이 중단된 경우에만 설정할 수 있습니다. 용접 중 Arc 꺼짐이 발생한 경우 정지하지 않고 용접보조조건의 재기동 항목에 설정된 방법으로 오버랩 용접을 수행한 후 본 작업을 진행합니다. 단, 오버랩 구간 용접 중 다시 Arc가 꺼지는 경우는 그 위치에서 바로 용접을 시작합니다.
B. 반자동
사용자에 의해 오버랩을 수행하는 설정 입니다. Arc 꺼짐, 제한치 초과, 가스 압력 저하, 와이어 부족, 냉각수 에러가 발생할 경우 용접이 중단되고 로봇 본체도 정지합니다. 이후 원인 제거 후 사용자가 [기동]을 누르면 용접보조조건의 재기동 항목에 설정된 방법으로 오버랩 용접을 수행한 후 본 작업을 진행합니다.
이때 로봇을 조그동작을 통하여 다른 위치로 이동시킨 후 [기동]을 누르면 오버랩 용접위치로 바로 이동 후 용접을 수행합니다.
 주의사항
주의사항
로봇 이동 시 스텝 전/후진키를 누르면 재기동 정보가 초기화되어 오버랩이 수행되지 않습니다. 반드시 조그 동작으로만 이동하십시오.
C. 무시
에러를 무시하는 설정입니다. 해당 설정을 활성화하면 용접 중단 후 로봇이 정지하지 않고 계속 진행합니다. 즉 Arc가 꺼지거나 제한치를 초과해도 무시하고 계속 진행됩니다. 이 처리 방법은 Arc 꺼짐, 제한치 초과의 원인으로 용접이 중단 후 재기동하는 경우에만 가능합니다.
D. 금지
오버랩을 금지하는 설정입니다. Arc 꺼짐, 제한치 초과, 가스 압력 저하, 와이어 부족, 냉각수 에러가 발생할 경우 용접이 중단되고 로봇 본체도 정지합니다. 이후 원인 제거 후 [기동]을 누르면 오버랩 동작을 하지 않고 로봇이 정지한 위치에서 용접을 시작하고 진행됩니다.
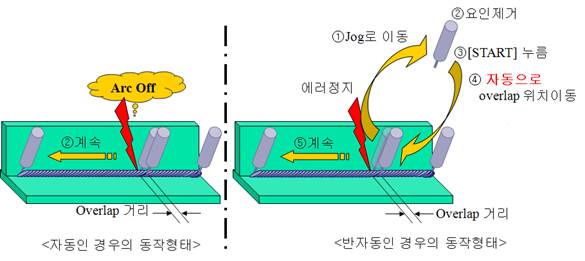
그림 5.12 재기동 동작 과정