2.3.2. 항목 설명
2.3.2. 항목 설명
l 아크센싱: <무효, 유효>
아크센싱의 유효, 무효를 설정합니다.
l 좌우센싱 시작 사이클: [0~9]
아크센싱은 위빙면을 기준으로 좌우방향 센싱과 상하방향 센싱으로 이루어지는데, 이 값은 좌우방향 센싱을 위빙의 몇 번째 사이클부터 시작할 것인지를 설정하는 것이며, 통상 아크용접을 시작할 때에는 용접전류가 불안정하기 때문에 2~3사이클을 건너뛰는 것이 바람직합니다.
l 상하센싱 시작 사이클: [4~10]
상하방향 센싱 시작 사이클을 설정하는 것이며, 상하방향 센싱을 위한 기준 값이 설정되어야 하므로 좌우방향 센싱보다 큰 값이어야 합니다. 통상, 용접을 시작할 때의 전류변화는 불안정하므로, 이 값을 7사이클 정도로 설정하면 내부적으로 좌우센싱 시작 사이클부터 상하센싱 시작 사이클 직전까지의 전류 값들을 기준으로 상하센싱이 이루어 집니다.
l 전압계수(mm/dV): [-12.5~12.5]
이 값은 용접전류의 입력값으로부터 보정거리를 계산할 때 적용하는 값이며, 『보정거리 = 아날로그 입력전압 변동폭(0~12) × 전류계수』로 계산됩니다. 전류센싱시에는 ‘+’, 전압센싱시에는 ‘-’값을 입력합니다. 이 값은 전류검출장치의 종류와 입력범위, 그리고 사용전류에 따라 조금씩 달라질 수 있습니다. 따라서 현장설치시 간단한 측정에 의해 적정량을 구해야 합니다.
전압계수 산출방법
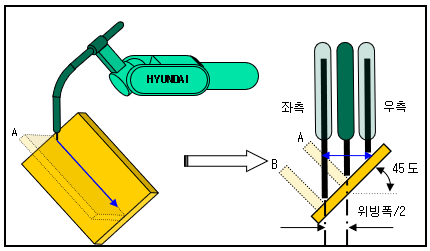
아래보기 위빙인 경우, 위 그림과 같이 평판의 모재를 45도로 기울여 마치 A가 있다고 가정하여 두 모재를 접합하는 위빙 작업프로그램을 티칭한 후, 실 용접 작업을 진행하면서 좌/우측의 전류값을 측정하여 전류계수를 계산할 수 있습니다. (엔지니어링 자료의 데이터 수집기능 참조). 즉, 위 그림과 같은 경우 작업물 A가 없기 때문에 좌측에서의 와이어의 길이는 우측보다 길고, 여기에 반비례하는 전류의 변화가 존재한다. 이 경우 전류변화로부터 로봇이 움직여야 할 거리는 마치 B위치에 모재가 존재할때와 같기 때문에 위빙폭/2만큼 로봇이 이동해야 한다. 따라서 『전류계수=(위빙폭/2)/전류값의 차이』로 계산할 수 있습니다.
예) 500[A] 용접기,용접전류 = 300[A]내외, 아크센싱조건의 측면계산범위가 0.9, 전류 검출장치는 CT와 ±24V SMPS, 100[Ω]의 저항을 연결하여 구성하고, 위빙폭을 3X3[mm]로 설정하여 로봇을 운전하면서 데이터를 수집하면,
실제 3.82[mm]정도로 로봇이 움직이게 되고, 좌우방향의 아날로그 입력전압의 수집값이 6.046/5.871[V]라면, 전압차는 0.175[V]이기 때문에, 『전류계수= (위빙폭/2)/전압차 =(3.82/2)/0.175 =10.9』로 산출할 수 있습니다.
l 샘플당 보정거리: [0.00~2.55]mm
각 위빙 사이클당 전류계수로 계산된 좌우/상하 보정량을 모션 샘플링 주기에 좌우/상하 방향으로 추종하는 최대값을 설정합니다. 이 값은 실제 위빙폭과 이동속도로부터 다음과 같이 계산합니다.
① 샘플당 보정거리 = (실제위빙폭/2) / (위빙 한 사이클당 모션샘플링 수)
예를 들어, 실제 위빙폭= 3.82[mm]
위빙주파수 = 2[Hz]
용접속도 = 60[cm/min] 이라면,
위빙 한 사이클당 모션샘플링 수 = 1 / (2[Hz]) /20msec = 25,
결국, 샘플당 보정거리= 3.82/2/25=0.0764mm로 계산됩니다.
위의 계산값은 이론적인 값이며, 실제 위빙 한 주기 동안에 위빙폭의 절반을 추종하는 것은 바람직하지 못하므로 위 계산값보다 조금 작은 값으로 설정하시기 바랍니다. 이 값의 영향은 적정량보다 크면 비드가 매끄럽지 못하고, 적정량보다 적으면 추종각도가 줄어들게 됩니다.
만일, 전류계수로 계산된 값이 샘플당 보정거리의 제한 때문에 위빙 5주기 만에 갈 수 있는 거리보다 클 경우 『E1194 아크센싱에러(좌우센싱 범위초과)』나 『E1195 아크센싱에러 (상하센싱 범위초과)』가 발생합니다.
참고) 예를 들어, 샘플당 보정거리 = 0.05[mm],
위빙 주파수 = 2[Hz],
용접속도 = 60[cm/min] 이라면,
② 위빙 사이클 당 보정거리
= 샘플당 보정거리 × 한 사이클 시간 / 샘플링시간
= 0.05[mm] × 1 / (2[Hz]) / 20[msec]
= 0.05[mm] ×500[msec] / 20[msec]
= 1.25[mm]이며,
③ 한 사이클 이동량
= 용접속도 × 한 사이클 시간
= 60[cm/min] × 1 / (2[Hz])
= 60 × 10[mm] / 60,000[msec] × 500[msec]
= 5[mm]로 계산되고,
④ 추종 각도 범위
= tan-1(위빙 사이클 당 보정거리 / 한 사이클 이동량)
= tan-1(1.25[mm] / 5[mm])
≒ 14[deg] 정도로 계산됩니다
l 사이클당 보정거리 제한: [0.00~2.55]mm
각 위빙 사이클당 전류계수로 계산되는 보정량의 상한값을 제한합니다. 이 값의 최대는 실제 위빙폭의 절반입니다만, 샘플당 보정거리에서 기술한 바와 같이 이론적인 값보다 조금 적은 값을 권장합니다.
참고) 예를 들어, 사이클당 보정거리 제한 = 1.2[mm],
위빙 주파수 = 2[Hz],
용접속도 = 60[cm/min] 이라면,
① 한 사이클 이동량
= 용접속도 × 한주기 시간
= 60[cm/min] × 1 / (2[Hz])
= 60 × 10[mm] / 60,000[msec] × 500[msec]
= 5[mm]로 계산되고,
② 추종 각도 범위
= tan-1(사이클당 보정거리 / 한 사이클 이동량)
= tan-1(1.20[mm] / 5[mm])
≒ 13.5[deg] 로 제한됩니다.
l 절점계산위치 옵셋: [-9~9]
당사 아크센싱은 위빙의 중앙점에서 꼭지점까지 갔다 오는 구간을 설정하여 꼭지점의 전류 값들을 산출하고 있으며, 이 설정값은 위빙의 중앙점으로 판단하는 시점을 좌우로 시프트 시키는 기능(음수=과거방향)으로서 용접전류검출기의 반응속도가 다를 경우에 대응하기 위한 기능입니다. 통상 0으로 설정하여 사용하십시오.
l 전류 비정상 처리방법: <에러, 끝점>
전류값이 비정상적일 경우의 처리방법을 설정합니다. 만일 『에러』로 설정하면 입력된 전류가 『비정상 판별 마진』을 초과한 개수가 『판별 개수』를 초과하면 『E1192 아크센싱에러(전류범위 초과)』를 발생시킵니다. 그러나 『끝점』으로 설정하면 상기 조건에서 에러가 발생하지 않고 끝점으로 처리되어 이동을 정지하고, 다음 명령을 실행하게 됩니다. 통상 다음 명령이 {ARCOF}일 것이므로 검출위치에서 크레이터 처리를 합니다.
① 비정상 판별 마진: [1.00~1.50]x100%
비정상 전류로 판별하기 위한 마진을 설정합니다. 비정상 전류의 판별은 과거 5개의 데이터를 기준으로 다음과 같이 판별합니다.
비정상 판별 상한값 = 과거 5개의 평균×비정상 판별 마진,
비정상 판별 하한값 = (과거 5개의 평균×2 )– 비정상 판별 상한값
② 비정상 판별 시간: [3~200]x10msec
입력 전류가 『비정상 판별 마진』을 초과할 때 비정상적인 것을 판별하는 시간을 설정합니다. 이 값은 종단점 인식을 얼마나 빨리 할 것인가를 결정하는 요소이기는 하나, 너무 적으면 종단점이 아닌 경우에도 종단점으로 인식할 가능성이 있기 때문에 환경에 맞게 설정해야 하며, 통상 10(0.1초)정도를 권장합니다.
l 센싱 궤적이탈 제한: [0(disable)~200]mm
아크센싱에 의한 용접선 추종량이 일정거리를 벗어날 경우 에러로 정지시키기 위하여 제한 값을 설정합니다. 이 값을 활용하면 용접계통의 여러 원인 등에 의해 티칭되어 있는 궤적상에서 설정량 이상으로 이탈하지 않도록 설정할 수 있습니다.
l 측면계산범위/비드판별굴곡: [-1.27~0.00]
측면의 전류를 계산하기 위한 알고리즘과 값을 설정합니다.
① 산술평균 알고리즘
만일 이 값이 0보다 크면 측면 전류계산을 위해 평균값을 사용하며, 값의 의미는 측면의 위빙구간에서 중앙을 기준으로 얼마만큼의 전류들을 평균하여 사용할 것인지를 결정합니다. 즉, 0.9로 설정한 경우에는 꼭지점을 기준으로 전후 각각 45%의 전류값들을 평균하여 측면의 전류를 계산합니다.
② 커브 피팅 알고리즘
만일 상기 값이 0이거나 음수인 경우 커브 피팅 알고리즘을 사용하며, 값의 의미는 커브의 민감도, 즉 2차항의 상수를 결정합니다. 이 값은 0이면 꼭지점과 중앙점 구별이 없는 평면상태를 의미하고, 이 값이 음으로 클수록 꼭지점이 중앙점들 보다 뾰쪽하게 된 커브를 의미합니다. 비드를 검출할 때 -0.02~-0.1정도의 값으로 설정하면 비드를 효과적으로 검출할 수 있다.
참고) 통상 용접전류는 변화가 매우 심하므로 산술평균 알고리즘을 사용하는 것을 권장합니다.
l 비드 검출유무: <무효, 유효>
상기의 측면 전류를 계산 방식이 커브 피팅 알고리즘을 사용할 경우에만 본 기능이 유효하며, 커브의 형태를 만족하지 않을 경우에 비드로 판별하기 위한 기능의 동작유무를 설정합니다. 만일 무효인 경우, 입력된 전류로 꼭지점의 전류를 예측할 수 없을 때의 누적횟수가 『기준값초과 허용 사이클』보다 클 경우 『E1192 아크센싱에러(전류범위 초과)』가 발생합니다. 그러나 이 기능을 유효로 선택하면 상기 조건에서 에러로 처리되지 않고, 비드로 인식하여 이동을 정지하고, 다음 명령을 실행하게 됩니다. 통상 다음 명령이 {ARCOF}일 것이므로 검출위치에서 정상적인 크래터 처리를 하게 됩니다.
l 기준값초과 허용 사이클 : [1~9]
기준값초과 허용 사이클은 다음과 같이 사용됩니다.
① 최초 보정량을 계산할 때 꼭지점의 전류를 산출할 수 없으면, 보정량 계산을 못하고 다음으로 넘어가는 동작이 반복되는데 여기에서 설정한 횟수에 도달할 경우 『E1193 아크센싱에러(전류검출값 너무 불안)』가 발생합니다.
② 좌측, 우측 각각의 꼭지점 전류를 산출할 수 없을 경우의 누적횟수를 제한합니다. 누적횟수라 함은 최초 에러가 발생하면 한 개가 증가되고 연속하여 또 한번 에러가 반복하면 다시 한 개 증가, 그러나 그 다음 계산이 정상일 경우에는 한 개를 감소시킵니다. 즉 계속 정상일 경우에는 0을 유지하다가 에러가 발생할 때부터 누적관리가 시작됩니다.
만일 여기에서 설정한 횟수에 도달할 경우 『E1193 아크센싱에러(전류검출값 너무 불안)』에러가 발생합니다. 이력화면에서 세부에러 항목을 확인할 수 있습니다. 다만, 이 처리는 비드검출기능이 유효인 경우에 비드로 판별하여 종단점처럼 처리됩니다.
③ 상기와 같은 꼭지점의 전류를 산출할 수 없을 경우 좌측과 우측방향의 누적횟수를 각각 별도로 관리하여 여기에서 설정한 횟수에 도달할 경우 『E1193 아크센싱에러(전류검출값 너무 불안)』에러가 발생합니다. 이력화면에 어느 쪽인지의 정보를 확인할 수 있습니다. 이 처리는 비드 검출기능이 유효인 경우,비드로 판별하여 종단점처럼 처리됩니다.
주의) 만일 용접구간내에 모재를 고정하기 위한 태그용접이 있는 경우 태그를 무시하기 위해서는 태그를 건너뛸 정도의 횟수로 설정해야 합니다.
l 좌우 불평형 센싱 : <무효, 유효>
좌측과 우측의 용접비드 폭을 다르게 설정한 경우의 용접선 추종을 위한 것으로 서 불평형 센싱이 필요할 경우 유효로 선택합니다. 좌우 불평형 센싱은 초기 불평형의 정도를 기준으로 진행됩니다.