9.1. 기능요약
9.1. 기능요약
아크용접 작업 프로그램을 티칭할 경우 전압, 전류 등 용접 관련 조건뿐만 아니라 위빙과 Retry/Restart, 용접기의 특성 등 아크 전용 기능의 세부적인 설정이 필요합니다. 또한 기본적으로 스텝이나 보조점의 위치를 확인할 경우도 있습니다. 이러한 조건설정과 위치확인을 한 번의 키 조작으로 쉽고 빠르게 편집할 수 있도록 하는 기능이 Quick Open 기능입니다.
예를 들어, Arc On 기능을 하는 ARCON 명령문에 커서가 있을 때 [Quick Open]키를 누르면 용접시작조건 중 현재 명령문에서 사용하는 조건번호의 내용이 표시됩니다. 이 화면에서 용접시작조건의 세부내용을 확인하거나 변경할 수 있습니다. 또한 해당 조건파일과 연관된 다른 조건파일이 있을 경우 그곳으로 바로 이동할 수 있습니다. 즉, 특정 명령문과 관련된 조건파일이나 스텝 위치 등 세부 연관 내용을 쉽고 빠르게 확인, 변경하는 기능입니다.
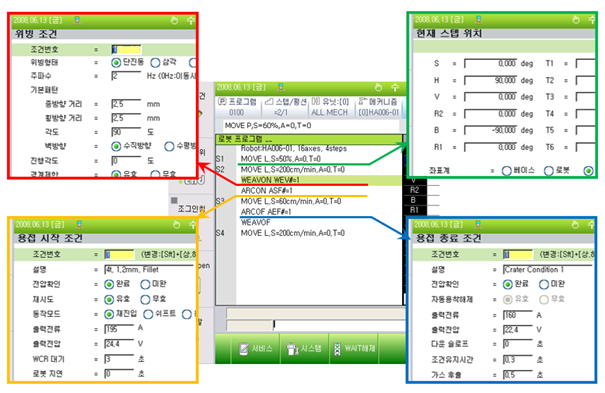
그림 9.1 [Quick Open] 기능
특정 명령문에서 [Quick Open] 키를 누르면 관련 파일이나 상세 내용을 화면에 표시합니다. 저장 후 종료 시는 『[F7]: 기록』키를, 변경 않고 종료 시는 [ESC]키를 누릅니다.
표 9‑1 명령문에서 [Quick Open]키를 누를 때 나타나는 내용
명령문 | 파일, 내용 | 상세 내용 |
MOVE | 스텝위치 | 현재스텝위치 or 전역포즈변수 X Y Z(mm) Rx Ry Rz(deg) T1~T10 유닛, 좌표계, 로봇 Configuration |
REFP | 참조위치 | |
CALL | 호출되는 Program | 해당 program을 open하여 내용을 확인하거나 편집할 수 있습니다. |
JMPP | ||
대입문 | 변수 확인 및 변경 | 대입문의 변수 유형에 따라 해당 변수를 모니터링하고 값을 변경할 수 있습니다. V%, V!, V$, P, R, LV%, LV!, LV$, LP, LR, 시스템변수 등 |
ARCON ASF#= | 용접 시작 조건 용접 보조 조건 아크 용접기 조건 | l 용접 시작 조건 조건번호, 설명, 전압확인, 재시도, 동작모드, 출력전류, 출력전압, WCR 대기 시간, 로봇 지연 시간 등 l 용접 보조 조건 -RETRY: 횟수, RETRACT시간/속도, 후퇴/용접선 이동 량, 쉬프트이동량, 속도, 전류, 전압 -RESTART: 횟수, 중첩량, 이동속도, 용접전류, 전압, 전류 -(용접 중)오버랩 조건설정: 아크, 가스, 와이어, 냉각수 l 아크 용접기 조건 용접기번호, 명칭, 설명, 전원제어모드, 와이어직경, 돌출길이, 용착검출시간, ARC OFF 검출시간 등 - 전류특성: 극성, 지령치(V), 측정치(A), 보정치 - 전압특성: 극성, 지령치(V), 측정치(V), 보정치 |
ARCOF AEF#= | 용접 종료 조건 용접 보조 조건 | l 용접종료조건 조건번호, 설명, 전압확인, 출력전류, 출력전압, 다운 슬로프, 조건유지시간, 가스 후출 l 용접 보조 조건 자동용착해제: 횟수, 전류, 전압, 지연시간 |
WEAVON WEV#= | 위빙 조건 | l 위빙조건 건번호, 위빙형태, 주파수, 기본패턴, 진행각도, 경계제한 , 이동시간간, 타이머 l 아크센싱조건 아크센싱, 좌우센싱 시작 사이클, 상하센싱 시작 사이클, 전압계수, 샘플당 보정거리 등 |