12. 협조제어 Arc 기능
본 기능은 2대 이상의 로봇이 HiNet을 이용한 협조상태일 때 동시에 Arc용접을 수행하는 기능입니다. 협조제어 Arc기능을 사용하기 위해서는 먼저 포지셔너 그룹설정, 2대 이상의 로봇간 공통 좌표계 설정이 필요합니다. 해당 협조제어 설정에 대한 상세한 내용은 ‘협조제어 기능설명서’를 참조하십시오.본 매뉴얼에서는 이미 포지셔너, 공통 좌표계 등의 협조제어 설정이 완료되어있는 상태에서 협조제어 Arc기능의 사용 방법에 대해서만 설명합니다.
12.1.기능
본 기능의 사용을 위해 다음 두 가지 설정을 수행합니다.
(1) 협조 Arc용접용 HiNet GE 포트 설정
협조제어에서 아크용접 시 필요한 신호를 주고받기 위한 GE포트를 설정합니다. 신호 출력용 포트 1개, 신호 입력용 포트를 3개를 설정할 수 있습니다.
포트를 0번으로 설정할 경우 0번으로 설정된 입, 출력포트는 사용하지 않습니다.
협조제어에 사용되는 각각의 로봇은 번호가 있고(1~4번), 해당 번호에 따라 입, 출력포트로 설정 가능한 포트 번호가 다릅니다. 로봇 번호에 따라 사용 가능한 포트번호는 아래 표와 같습니다
| 출력포트 번호 | 입력포트 번호 |
로봇번호1 | GE 1~4 | GE 5~16 |
로봇번호2 | GE 5~8 | GE 1~4, GE 9~12 |
로봇번호3 | GE 9~12 | GE 1~8, GE 13~16 |
로봇번호4 | GE 13~16 | GE 1~12 |
※ 설정된 GE의 비트별 내용
l Bit 0(ArcOn): ARCON 명령어가 실행되어 torch on 되면 1로 설정됨.
l Bit 2(WCR): 설정된 로봇의 WCR이 입력되면 1로 설정됨.
l Bit 3(Retry): 재시도 기능 수행 중. 재시도 종료 전까지 1로 설정됨.
l Bit 4(Overlap): 재시작 기능 수행 중. overlap이 끝날 때까지 1로 설정됨.
l Bit 5(Dry Run): 실제 용접은 하지 않고 로봇만 동작하는 Arc 시뮬레이션 상태 일 때 1로 설정됨.
l Bit 6(ArcSt): Arc on 이후 본 이동처리 전까지 1로 설정됨. Retry 상태도 포함됨.
(2) Remote WCR 대기 여부 설정
협조제어 Arc기능 사용 중 다른 로봇이 보내는 Remote WCR 신호를 대기하여 WCR 신호 수신 후 동시에 용접을 시작 할 것인지 여부를 설정합니다. Dry Run(용접 미실행 재생)시에는 Remote WCR신호를 보내지 않아 용접 구간에서 협조제어를 할 수 없으므로Dry Run 시 해당 설정을 무효로 하여 사용하는 것을 권장합니다. 해당 기능을 무효로 하고 실제 용접을 수행하면 용접 구간에서 동기가 맞지 않을 수 있으니 사용에 유의하시기 바랍니다.
12.2.조작
[그림 12-1]과 같이 한 대의 포지셔너에 두 대의 로봇이 동시에 Arc용접을 실행할 때 협조제어 Arc 기능을 사용합니다. 이 경우 로봇 두 대의 용접작업이 동시에 이루어지지 않으면 작업에 불량이 발생하게 됩니다.
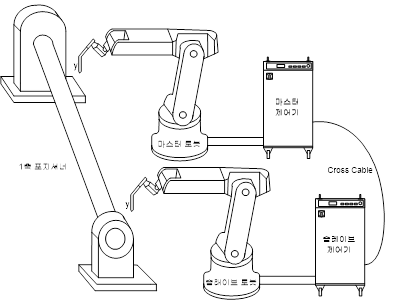
그림 12.1 협조제어 Arc용접기능 개념도
협조제어로 설정되어 있는 경우 “ARCON ASF#=??” 명령어에서 [QucikOpen]키를 눌러서 『용접 시작조건파일』설정화면으로 진입 후 다음화면으로 이동하면 [그림 12.2]의 메뉴들이 추가로 나타납니다. GB2 용접기를 사용하는 경우 협조제어 설정은 『용접시작조건파일』 설정화면의 세 번째 페이지에 위치하게 됩니다.

그림 12.2 협조제어 설정 시 ARC용접 시작조건 대화상자
각 항목별 설정 및 조작방법은 다음과 같습니다.
(1) 마스터 로봇번호가 1번, 슬레이브 로봇번호가 2번이라고 예를 들면 마스터 쪽 제어기의 설정은 다음과 같이 할 수 있습니다.
- 상태출력포트: GE4 (1~4번 중 선택가능)
- 상태입력포트: GE8 (슬레이브 쪽 상태출력포트와 일치시킴)
(2) 슬레이브 쪽 제어기의 설정은 다음과 같이 할 수 있습니다.
- 상태출력포트: GE8 (5~8번 중 선택가능)
- 상태입력포트: GE4 (마스터 쪽 상태출력포트와 일치시킴)
(3) 협조제어를 통하여 두 로봇이 동시에 ARCON이 실행되도록 합니다. 자세한 방법은 ‘협조제어 기능설명서’를 참조하십시오.
(4) 두 로봇이 동시에 Arc 점화에 성공하면 두 로봇이 함께 Arc용접이 실행되면서 이동을 실행하게 됩니다.
(5) 한 로봇의 Arc 점화가 실패하게 되면 다른 한 로봇도 Arc 중단 후 동시에 재시도 기능을 실행합니다. 이후 점화가 동시에 성공하면 정상적인 이동이 실행됩니다.
(6) 용접 수행 중 정지, 에러 등으로 인해 로봇 한 대의 Arc용접이 중단될 경우 다른 한 대의 로봇도 Arc용접을 중단합니다. 에러요인 제거 후 재기동을 하면 두 로봇이 함께 오버랩 기능을 실행한 후 다시 본 용접작업으로 진입하게 됩니다.
(7) 용접 중간에 로봇 한 대의 용접이 ARCOF명령어를 통하여 정상적으로 종료되는 경우 다른 로봇의 Arc용접작업에는 영향을 주지 않습니다.