16. 용접기특성파일편집
16.1. 용접기특성 파일 편집
사용자는 Hi5에서 다양한 용접기를 사용 가능하며 이와 관련하여 용접기 특성을 편집할 수 있는 기능을 제공합니다. 특성 파일 편집을 위한 화면은 다음의 절차로 접근 가능합니다.
우선 사용하고자 하는 용접기는 『[F2]: 시스템』 → 『5: 초기화』 → 『3: 용도설정』 메뉴에서 ‘용접기 번호’항목으로 설정할 수 있습니다. 이 화면에서『[F1]: 용접기』를 선택하면 해당 용접기의 조건 편집화면이 나타납니다.
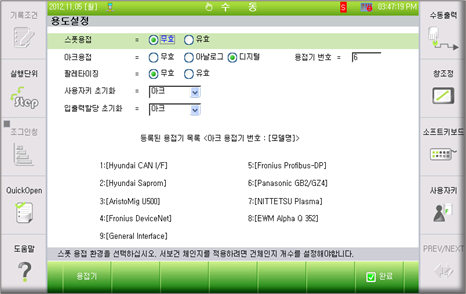
그림 16.1 용도설정 대화상자
또는 ‘ARCON ASF#=’ 명령라인에 커서 행이 있을 때, [QuickOpen]키를 눌러 진입할 수 있는 ‘용접시작조건’설정에서 용접기 특성파일을 편집할 수 있습니다. 이 화면에서 『[F2]: 종료조건』키를 누르면‘Arc종료 조건설정’화면이 나타납니다. 다시 화면 하단에 『[F2]: 용접기』키를 누르면 마찬가지로 용도설정에서 설정한 용접기의 조건 편집 화면이 나타납니다.
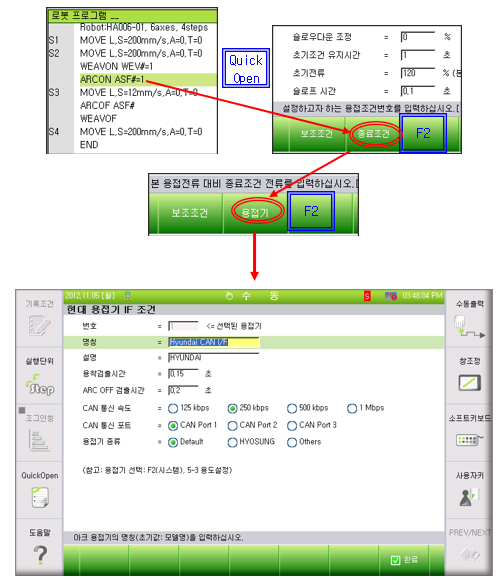
그림 16.2 용접기 설정 대화상자, 진입방법 (디지털 HRWI의 예)
용접기 조건 화면에서는 용접기와 관련된 특성에 대한 편집 기능을 제공하기 때문에 편집 가능한 항목은 용접기 별로 차이가 있습니다. 다음 항목들은 용접기 조건 화면에서 공통적으로 편집 가능한 항목들입니다.
공통적으로 편집 가능한 항목들의 내용은 다음과 같습니다.
(1) 번호
현재 설정하고 있는 용접기 번호를 나타냅니다. 해당 항목에서는 현재 선택된 용접기와 용접기 번호를 확인 가능하며 변경은 ‘용도설정’ 화면에서만 가능합니다.
(2) 명칭
용접기의 모델명을 기록합니다.
기본적으로 당사가 지원하는 용접기의 모델명이 적혀있습니다.
(3) 설명
용접기에 대한 설명을 기록합니다. 기본적으로 용접기 메이커의 이름이 적혀있습니다.
(4) 용착 검출시간: [0.2]초 (범위: 0.1 ~ 10.0)
Arc 용접 종료 후 설정된 시간 동안 와이어 용착을 검사합니다.
(5) ARC OFF 검출시간: [0.6] 초 (범위: 0.0 ~ 10.0)
Arc용접 중 Arc 꺼짐에 대한 기준 시간을 설정합니다. 해당 시간 이상 Arc가 꺼질 경우 Arc off로 인식합니다. 이 값이 작은 경우 Arc점화 실패가 자주 발생할 수 있습니다. 반면에 설정된 값이 너무 크면 Arc off 후에도 로봇 이동과 와이어 송출이 계속 되는 시간이 증가하기 때문에 Arc off 후 로봇의 이동량과 와이어 송출량이 증가합니다.