1.5. LVS기능을 이용한 Job 프로그램 티칭
1.5. LVS기능을 이용한 Job 프로그램 티칭
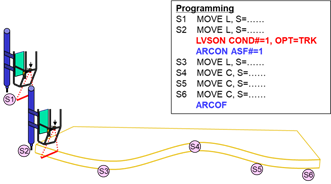
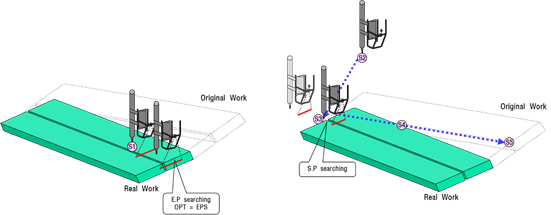
그림 1.10 LVS기능을 이용한 Job 프로그램 티칭
LVSON 명령어는 항상 위와 같이 ARCON 명령어 위에 기록되어야 합니다.이는 시작점 탐색이 끝난 후에 용접을 시작점부터 하기 위함입니다.
여러 스텝의 용접선에 대해 티칭을 하고 ARCOF 명령어를 만나면 LVS추종을 종료하게 됩니다. 이때 종료점 탐색 옵션을 사용하면 종료점까지 용접을 하면서 이동을 하고 아크 종료조건이 수행됩니다. 주의할 점은 종료점 탐색의 경우 티칭된 궤적에서 레이저 스트립과 TCP의 간격만큼만 종료점을 보정 할 수 있다는 점입니다 (그림 1.8을 참고하십시오).
또한 종료점 부근에서 계속하여 seam이 인식될 경우 용접선이 아닌 곳도 용접할 수 있는 위험이 있습니다.
위와 같은 문제를 해결하는 쉬운 방법은 LVSON COND#=1, OPT=EPS 인 EPS옵션을 사용하는 것입니다.
이렇게 사용할 경우 종료점을 검출하여 포즈변수에 저장할 수 있습니다. 이때 탐색거리 및 포즈변수의 번호는 QuickOpen에서 dist 및E.P#에 설정합니다.
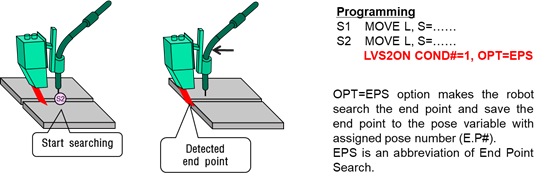
위의 OPT=EPS 방법론은 와이어 터치센싱과 같은 역할을 한다고 볼 수 있습니다. 미리 종료점 포즈를 계산해 놓고 이를 이용하여 MOVE L, P11, S=50mm/min, A=3, T=1 과 같이 명시적으로 포즈를 지정하여 티칭하는 것입니다.
OPT=SEAMF를 이용하면 센싱한 점을 포즈 변수에 저장시킬 수 있습니다.
프로그래밍 예시 1.
Seam Finding기능을 이용한 센싱 포즈 저장 로봇 프로그래밍
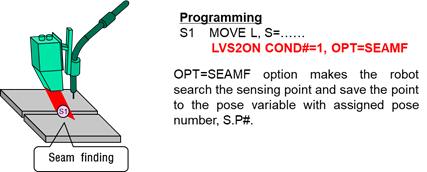
S1 MOVE L, S=20%, A=0, T=0 ‘Seam Finding할 위치로 이동 DELAY 0.2 ‘0.2초 딜레이 LVS2ON LVS#=1, OPT=SEAMF ‘Seam Finding 수행 (S.P#에 센싱 포즈가 저장된다) END |
프로그래밍 예시 2.
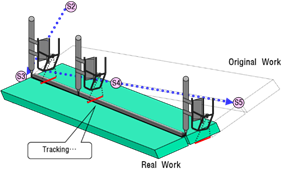
시작점탐색과 종료점탐색을 이용한 로봇 프로그래밍
LVS 조건편집창에서 시작점탐색, 종료점탐색을 ‘유효’로 설정하고 탐색거리를 입력합니다.
S1 MOVE L, S=20%, A=0, T=0 S2 MOVE L, S=20%, A=0, T=0 ‘시작점탐색 위치로 이동 DELAY 0.3 LVSON COND#=1, OPT=TRK ‘시작점탐색 후 시작점으로 이동 후 트래킹 시작 ARCON ASF#=1 S3 MOVE L, S=80cm/min, A=3, T=0 ‘용접 궤적 점1 S4 MOVE L, S=80cm/min, A=3, T=0 ‘용접 궤적 점2 ARCOF ‘센싱한 종료점까지 이동하여 용접 END |
프로그래밍 예시 3.
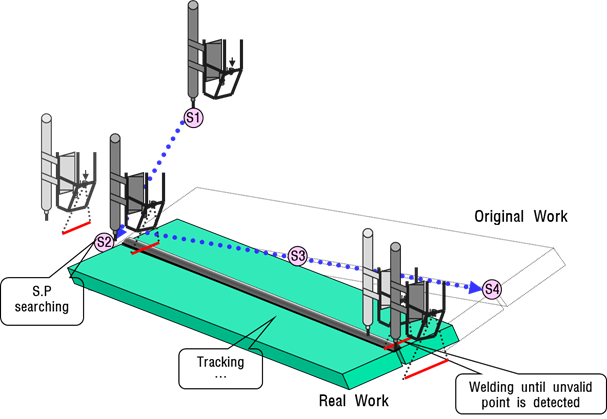
시작점탐색과 종료점 우선탐색을 이용한 로봇 프로그래밍
LVS 조건편집창에서 시작점탐색 ‘유효’, 종료점탐색을 ‘무효’로 설정하고 탐색거리를 입력합니다.
작업진행 1 (종료점 우선탐색 후 포즈저장) 작업진행 2 (시작점탐색)
작업진행 3 (종료점까지 용접 후 용접종료)
S1 MOVE L, S=80cm/min, A=3, T=0 ‘용접 끝나는 지점 근처, S4 근처 DELAY 0.3 LVS2ON COND#=1, OPT=EPS ‘종료점탐색후 LVS조건의 E.P#=100으로 설정, P100에 저장 S2 MOVE L, S=20%, A=0, T=0 S3 MOVE L, S=20%, A=0, T=0 ‘시작점탐색 위치로 이동 LVS2ON COND#=1, OPT=TRK ‘시작점탐색 후 시작점으로 이동 후 트래킹 시작 ARCON ASF#=1 S4 MOVE L, S=80cm/min, A=3, T=0 ‘용접 궤적 점1 S5 MOVE L, P100, S=80cm/min, A=3, T=0 ‘용접 궤적 점2 ARCOF END |
프로그래밍 예시 4.
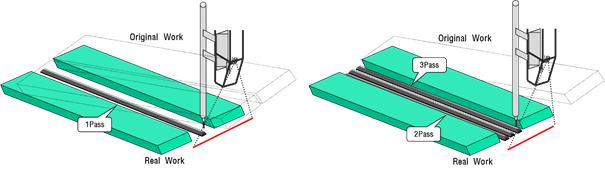
LVS 멀티패스 기능을 이용한 로봇 프로그래밍
1pass 용접시에만 트래킹을 유효로 설정하고 2pass 부터는 트래킹을 무효로하고 사용합니다.
MOVE L, … ‘move to SP search position DELAY 0.3 LVSON COND#=1, OPT=TRK_TRJSAVE,S=10,RN=V100%,TCRDSFT=0,10,0 ‘1PASS, tracking with tracking to ‘VALID’ and multipass trj will be saved in P[10]~ P1[0+V100%] ARCON ASF#=1 MOVE L, ….. ‘1PASS welding ARCOF MOVE P10,… ‘Move to 2PASS multipass start position DELAY 0.3 LVSON COND#=1, OPT=TRK_TRJSAVE,S=1000,RN=V101%,TCRDSFT=0,-20,0 ‘2PASS, and save 3PASS with tracking to ‘INVALID’, multipass trj will be saved in P[1000]~ P1[1000+V101%] ARCON ASF#=1 FOR V50%=10 TO 10+V100% STEP 1 MOVE L,P[V50%], … ‘2PASS welding NEXT ARCOF MOVE P10,… ‘Move to 3PASS multipass start position ARCON ASF#=1 FOR V50%=1000 TO 1000+V101% STEP 1 ‘3PASS welding MOVE L,P[V50%], … NEXT ARCOF |