1.3. Arc용접 응용 조건 설정
1.3. Arc용접 응용 조건 설정
수동모드 화면에서 『[F2]: 시스템』 → 『4: 응용 파라미터』 → 『2: 아크용접』을 누르면 다음 화면과 같이 Arc용접의 응용을 위한 각종 조건들을 설정할 수 있는 화면이 나타납니다.
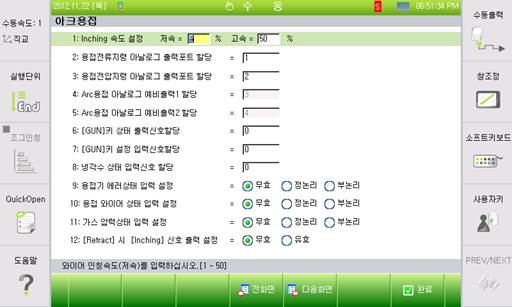
그림 1.8 Arc용접 응용조건 대화상자
각 항목별 내용은 다음과 같습니다.
(1) Inching속도: [1 ~ 25]
[1 ~ 50], [10 ~ 100]: Inching 속도 설정은 [송출], [후퇴]키를 사용할 때 wire inching 및 retract를 위한 와이어 송급 속도입니다. 와이어 송급 속도는 전류 값으로 설정됩니다.저속 및 고속(3초 이상 키를 누르고 있을 때 동작)일 때의 송급 속도를 설정합니다. (Inching 및 Retract 기능 참조)
(2) 용접전류지령 출력포트 할당: [1 ~ 32]
Arc용접전류 지령전압을 출력할 아날로그 출력포트 번호를 설정합니다.
(3) 용접전압지령 출력포트 할당: [1 ~ 32]
Arc용접전압 지령전압을 출력할 아날로그 출력포트 번호를 설정합니다.
(4) Arc용접 아날로그 예비출력1 할당: [1 ~ 32]
예비용 Arc용접 출력포트 1번에 지령전압을 출력할 아날로그 출력포트 번호를 설정합니다.
(5) Arc용접 아날로그 예비출력2 할당: [1 ~ 32]
예비용 Arc용접 출력포트 2번에 지령전압을 출력할 아날로그 출력포트 번호를 설정합니다.
(6) [GUN]키 상태 출력신호할당: [일반 출력신호 할당]
티치펜던트 [GUN]키의 현재 상태를 출력하기 위한 출력 신호를 설정합니다.
(7) [GUN]키 금지 외부입력신호: [일반 입력신호 할당]
외부에서 [GUN]키의 on/off를 설정할 수 있는 입력신호를 할당합니다. 해당 신호가 할당되면 티치펜던트의 [GUN]키를 눌러 on/off상태를 변경할 수 없습니다. 이 기능을 이용하면 사용자 실수로 [GUN]키를 눌러 용접구간에서 용접을 하지 않는 문제를 방지할 수 있습니다([GUN]키의 LED가 꺼진 상태에서 로봇이 재생되는 경우 Arc용접 구간에서 용접을 수행하지 않는 ‘Dry Run’이 진행). 할당된 신호가 입력되면 [GUN]키가 off되어 ‘Dry Run’이 진행됩니다.
(8) 냉각수 상태 입력포트 할당: [일반 입력신호 할당]
수냉식 Arc용접 토치를 사용하는 경우 냉각수 순환에 문제 발생 상태를 입력 받기 위한 신호를 설정합니다. 용접 중 본 신호가 입력되면 에러로 판단하여 로봇 기동과 용접 작업을 정지합니다.
(9) 용접기 에러상태 입력: [무효, 정논리, 부논리]
용접기 에러상태를 입력받는 신호의 사용여부와 논리를 설정합니다.
(10)용접 와이어 상태 입력: [무효, 정논리, 부논리]
용접 와이어 상태를 입력 받는 신호의 사용여부와 논리를 설정합니다.
(11)가스 압력상태 입력: [무효, 정논리, 부논리]
가스 압력상태를 입력 받는 신호의 사용여부와 논리를 설정합니다.
(12)[Retract]시 [Inching]신호 출력: [무효, 유효]
와이어 [Retract]시 [Inching]신호를 함께 출력하는 기능을 사용할 것인지 여부를 결정합니다.해당 기능을 필요로 하는 용접기를 사용하는 경우에만 유효로 설정합니다.
(13)Arc센싱 디지털 필터 설정: [0 ~ 200]
Arc센싱 아날로그 입력값에 적용할 디지털 필터값을 설정합니다. 0이나 1을 입력하면 디지털 필터가 적용되지 않습니다.
(14)Arc센싱 아날로그 입력포트 할당: [-2 ~ 32]
Arc센싱에 사용하는 용접전류 측정값을 입력받을 입력포트입니다. -1, -2는 CAN통신을 지원하는 용접기 에서 Arc센싱을 사용할 때 설정합니다. -1은 용접기 입력 값을 그대로 사용하고 -2인 경우에는 디지털 필터를 적용합니다.
(15)Arc 용접 전류/전압 변경 자동저장 설정: [무효, 유효]
‘Arc용접 전류/전압 변경’대화상자에서 전류와 전압 값을 변경할 경우 그 값을 자동 저장할 것인지 여부를 결정합니다. 자세한 내용은 “9장: 용접 중 전류/전압 변경기능”을 참조하십시오.
(16)용접 중 모니터링 자동활성 설정: [무효, 유효]
Arc 용접이 시작되면 자동으로 Arc용접 모니터링이 화면에 나타나는 기능의 사용여부를 설정합니다.
(17)고 중량 아크토치용 필터 적용: [무효, 유효]
고중량 아크토치 용 필터의 적용 여부를 설정합니다. 고중량 아크토치 용 필터는 수냉식 토치와 같은 중량이 큰 토치를 사용할 때 발생할 수 있는 진동을 감소시킵니다. (단, 로봇의 작업속도가 느려질 수 있음)
(18)수동모드 아크용접 설정: [무효, 유효]
수동모드에서 스텝 전진을 통해 용접을 가능하게 할 것인지에 대한 설정입니다. ‘유효’로 설정 시 실행단위가 ‘End’로 설정된 상태에서 Arc용접 구간으로 스텝 전진을 하면 용접이 가능합니다.