1.2.1. 센서설치 및 LVS용접선 추종 과정
1.2.1. 센서설치 및 LVS용접선 추종 과정
LVS기능에 대해 숙지하면 현장에서 문제를 최소화 할 수 있습니다. 그림과 같이 토치에 브라켓을 장착하여 센서를 고정합니다. 이때, look ahead가 너무 클 경우 성능이 저하 될 수 있습니다. 일반적으로 α 는 10~20도 입니다.
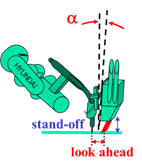
그림 1.2 LVS 센서 설치
LVS센서에는 스패터가 튀었을경우 레이저 수광부와 발광부를 보호하는 덮개를 교체할 수 있습니다. LVS 추종은 아래그림과 같이 용접을 하면서 용접선 센싱->목표점 계산->큐 관련처리->위치,자세오차 계산->용접선 추종을 반복하여 진행됩니다.
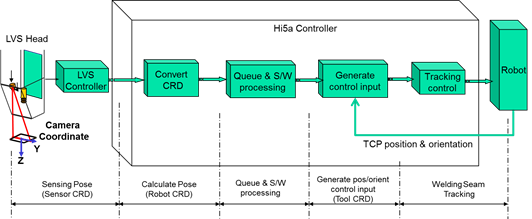
그림 1.3 LVS 트래킹의 원리
큐(Queue)는 이러한 순차적인 목표점들을 저장해놓은 메모리입니다. S/W processing은 LVS기능에 필요한 시작점 탐색,종료점 탐색, 스패터 방지 기능, 모니터링 기능, 스틱아웃 보정, 추종량 제한기능,아크 재시도, 아크 재기동, 멀
티패스, seam finding 등 다양한 처리들을 의미합니다.
LVS 기능은 위치만 추종하는 것이 아니라 자세(방위)또한 자동으로 보정하는 옵션을 설정할 수 있습니다.
이 때 Yaw, Pitch, Yaw/Pitch 옵션을 설정할 수 있습니다.
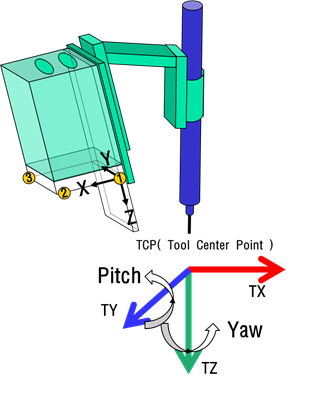
그림 1.4 LVS 트래킹의 원리
*안전상 주의점 : LVS는 증분 지령을 생성하므로 로봇이 기존과 티칭된 경로와 다르게 움직일 수 있으므로 추종량 제한기능을 적절히 설정하여 사용하는 것이 안전상 매우 중요하며, 티칭 시 로봇과 가까이서 작업하지 마십시오.