3.2. 작업 시나리오
3.2. 작업 시나리오
레이저 용접은 두 가지 모드로 수행 가능합니다. STATIC 모드는 로봇이 정지된 상태에서 레이저를 출사하는 방식이므로 용접점들이 스캐너의 출사 범위에 있는 경우에만 사용 가능합니다. 따라서 실제 자동차의 패널 용접을 위해서는 잘 사용되지 않습니다.
두 번째로OTF(On-The-Fly) 모드는 로봇의 이동 중에 기 저장된 용접점들을 용접하는 기능으로, BlackBird 레이저 용접기의 주 사용 용도가 됩니다. OTF 모드는 용접점들을 임의의 그룹으로 묶고, 그 그룹의 시종을 트리거 신호로 저장한 레코딩 파일을 가지고 있습니다. 실제 용접시에는 레코딩 파일의 트리거 신호와 실제 입력되고 있는 트리거 신호를 비교하여 용접 시점과 위치를 결정합니다. OTF 모드 용접을 위해서는 먼저, 로봇이 용접점들을 하나 하나 이동해 가면서 레이저 제어기가 용접점을 저장 할 수 있도록 해 주어야 합니다. DeviceNet 통신으로 로봇의 위치값을 송신하고 있으므로 저장을 위한 특별한 조작은 필요하지 않습니다.
다음으로 실제 용접 시에 로봇이 움직이기 위한 모션 프로그램을 수행합니다. 이때는 티칭된 모든 용접점들을 이동하는 것이 아니라 레이저 스캐너의 출사 범위 내에서 근사적으로 연속모션으로 이동하면 됩니다. 주의할 점은 이 모션 프로그램 안에는 용접 구간을 표시하는 트리거 신호와 데이터 전송을 위한 명령어(UDPsnd)가 포함되어야 합니다. 실제 용접 프로그램 수행 시에는 레이저 용접기의 상태를 확인하고 이전에 작성한 용접점에 근사적으로 연속 모션하는JOB 프로그램을 재 수행하게 됩니다. 레코딩 파일을 작성했을 때와 실제 용접할 때의 로봇 모션과 트리거 신호의 일치 여부가 용접 품질을 향상시키는 중요한 요소가 됩니다. 아래 그림은 새로운 작업 패널에 대해서 로봇제어기와 레이저 제어기가 수행해야 할 작업에 대한 시나리오입니다.
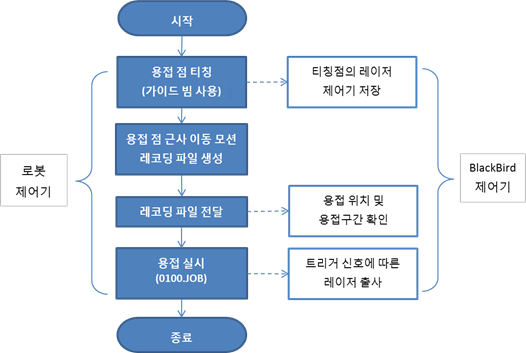
그림 5 작업 시나리오
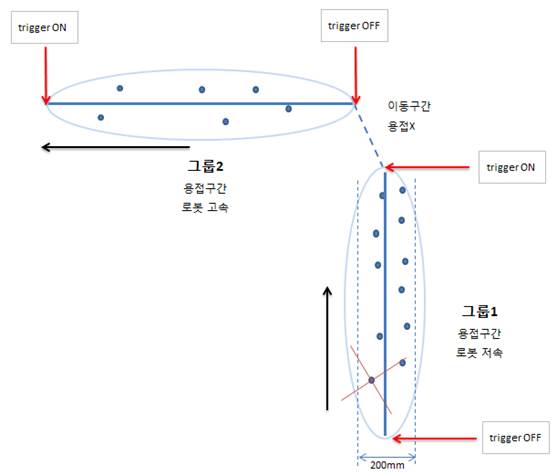
그림 6 용접점과 로봇의 이동경로
- 용접점의 티칭은 십자모양 가이드 빔의 교점으로 함
- 레이저 스캐너의 작업영업은 220X220X140mm를 가짐
- 용접 모션의 속도는 100~200mm/sec 이나 작업 시간 단축을 위해 점차 빨라지고 있음
- 용접 구간에서는 직선모션으로 이동하고 용접 미실시 구간에서는 조인트 모션도 가능함
- 용접 그룹의 설정은 사용자 임의로 가능하고 트리거 신호로 구별함
- 트리거 신호는 기본 active LOW 이므로 OFF 구간에서만 용접을 수행함
(모션 프로그램 작성시에도 용접 구간에 대한 시그널을 OFF로 해야함)
- 레코딩 파일은 반드시 트리거 신호가 ON에서 시작하여 ON으로 끝나야 레이저 제어기에서
파일을 정상적으로 로딩 가능함