2.6.3. 기계가공 예제(피니싱)
2.6.3. 기계가공 예제(피니싱)
힘제어 기능을 이용하여 기계가공 중 표면가공(피니싱)을 할 때에 참고할 수 있는 예제입니다. 일정한 접촉력을 유지하며 표면의 형상에 따라 가공을 하는 경우 다음의 예제를 활용하여 프로그램을 작성하십시오.
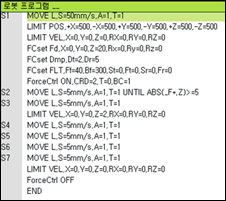
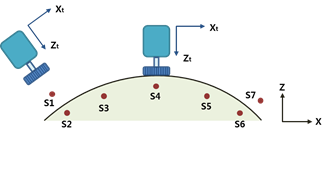
그림2.11 기계가공(피니싱) 예제 프로그램
표 2‑3 기계가공(피니싱) 예제 프로그램
로봇의 움직임 | § S1으로 이동하여 힘제어를 ON시킴. LIMIT VEL을 0으로 § S2는 가공품과 접촉이 가능하도록 티칭하여 Z방향의 접촉력이 5보다 클 때까지만 이동함. § S3에서 Z방향의 LIMIT VEL을 설정하여 S6까지 힘제어를 하며 이동함. § S7은 LIMIT VEL을 0으로 변경하여 힘제어 OFF 상태로 이동하고, 기능을 OFF하며 프로그램을 종료함. |
최대 동작 영역 (LIMIT POS) | § 힘제어를 시작하는 S1의 위치에서 로봇좌표계를 기준으로 § X= -500~500[mm], Y= -500~500[mm], Z= -500~500[mm] |
최대 동작 속도 (LIMIT VEL) | § 툴좌표계 기준(ForceCtrl ON, CRD=2 이므로) § S2: 0[mm/s] è 전 방향 힘제어 OFF § S3~S6: Z=2[mm/s] è Z방향으로 힘제어 ON § S7: 0[mm/s] è 전방향 힘제어 OFF |
제어하려는 힘의 크기 (FCset Fd) | § Z=20[N] : 툴좌표계 기준 +Z방향으로 20N의 접촉힘을 유지하도록 제어함. § 힘의 크기는 가공 정도를 고려하여 설정함. |
힘제어시 로봇의 조건 (FCset Dmp, FLT) | § Dt=2 : Z방향을 2단계의 유연함으로 제어 § FLT : Ff와 Bf값으로 유연함을 조절함. 값이 작을수록 부드럽게 동작하지만 동작에 지연이 생길 수 있음. |
ForceCtrl ON, CRD=1, T=0, BC=1 | 힘제어 실행 § CRD=2 : 툴좌표계(2) 기준으로 힘제어 동작 § T=0 : 0번 힘제어 툴 데이터를 사용 § BC=1 : 힘제어를 시작할 때 힘센서 데이터를 초기화 |
ForceCtrl OFF | 힘제어 종료 |