7.3.1. 툴(Tool) 데이터
7.3.1. 툴(Tool) 데이터
로봇의 R1축 플랜지(Flange)를 기준으로 TCP(Tool Center Point)의 거리와 각도를 설정하고, 툴의 중량, 무게 중심과 이너셔를 등록합니다. 본 메뉴에서 사용자가 수동으로 입력하는 방법을 사용할 수 있습니다.
다른 설정 방법으로서, 툴의 길이는 “자동 캘리브레이션”기능을 이용하여 설정할 수 있고 툴의 중량과 무게 중심, 이너셔는 부하추정 기능으로 등록할 수 있습니다.
티칭작업 전에 툴의 길이와 각도를 정확하게 설정해야 합니다. 직선 또는 원호와 같은 보간 동작을 할 때 TCP점을 기준으로 궤적을 생성하기 때문입니다.
Hi5a 제어기는 로봇의 동력학을 기반으로 제어하고 있습니다. 툴의 중량과 이너셔, 중심도 정확하게 설정해야 로봇이 빠르고 안전하게 동작할 수 있습니다. 이 값이 맞지 않을 경우, 로봇의 성능과 수명에 심각한 문제를 발생시킬 수 있습니다.
특히 툴 체인지 기능을 사용하는 경우에는 각각의 툴에 대한 정보뿐만 아니라 툴이 분리되어 있는 상태에 대해서도 별도의 툴 번호를 할당하여 툴 체인저에 대한 툴 정보를 입력해 사용해야 합니다.
또한 핸들링 작업에서도 작업물 착탈 상태를 각각의 툴 번호에 할당하여 사용해야 합니다.
툴의 길이는 아래 그림의 플랜지 좌표계에서 각 방향별 길이입니다.
(1) X축 방향의 길이: Xt
(2) Y축 방향의 길이: Yt
(3) Z축 방향의 길이: Zt
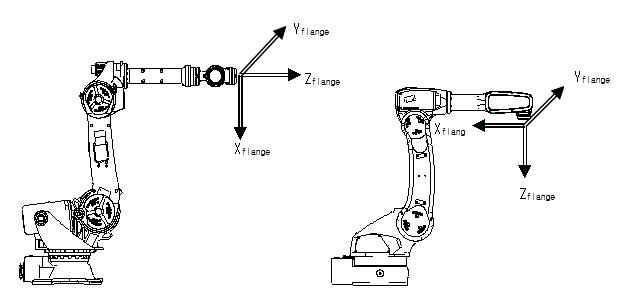
그림 7.55 로봇 형태별 플랜지 좌표계
툴의 각도도 플랜지 좌표계에서 각 방향별 자세 변환량입니다.
(1) X축 방향의 각도: Rx
(2) Y축 방향의 각도: Ry
(3) Z축 방향의 각도: Rz
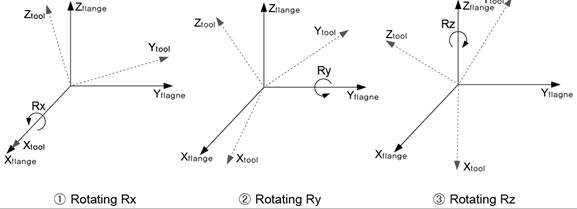
그림 7.56 툴 각도
즉, 툴 길이 및 각도는 플랜지 좌표계를 기준으로 설정됩니다. 툴 길이는 플랜지 좌표계의 중심에서 TCP까지의 거리를 설정합니다.
툴의 자세는 위와 같이 설정된 툴 각도에 따라 툴 플랜지 좌표계를 기준으로 X, Y, Z방향을 순차적으로 회전시킨 값입니다.

Rxyz = Rot(z,Rz)Rot(y,Ry)Rot(x,Rx)
Rxyz는 툴 플랜지를 기준으로 한 툴의 자세 회전 행렬
Rot(z, Rz)는 플랜지 좌표계의 Z축으로 Rz만큼 회전시키는 회전행렬
Rot(y, Ry)는 플랜지 좌표계의 Y축으로 Ry만큼 회전시키는 회전행렬
Rot(x, Rx)는 플랜지 좌표계의 X축으로 Rx만큼 회전시키는 회전행렬
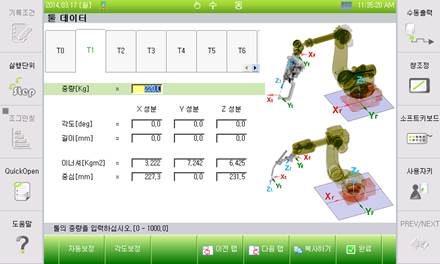
그림 7.57 툴 데이터 설정 화면
n 중량(Kg) : 툴의 중량
n 각도(deg) :
툴의 각도. “자동 캘리브레이션”이나 『[F2]: 각도 보정』 기능을 이용할 수 있습니다.
n 거리(mm)
툴의 길이. “자동 캘리브레이션”이나 『[F1]: 자동 보정』 기능을 이용할 수 있습니다.
n 이너셔(Kgm2) : 툴 좌표에 대한 툴의 이너셔. “부하추정 기능”을 이용할 수 있습니다.
n 중심(mm)
플랜지 중심을 기준으로 툴의 무게 중심 위치. “부하추정 기능”을 이용할 수 있습니다.

l 각도 또는 길이 항목에 대해 커서를 이동하고 데이터를 입력할 때 안내 프레임에 “엔지니어에게 문의하십시오.”라고 표시되는 경우가 있습니다. 이때는 『[F1]: 자동보정』 또는 『[F2]: 각도보정』키를 사용하십시오. 자동보정과 각도보정에 대해서는 아래의 내용을 참고하십시오.
l 자동보정
① 기존에 티칭되어 있는 스텝 위치에 새로 설정하려는 툴을 위치시킨 후 기능을 실행하면 새로운 툴의 길이와 각도가 구해집니다.
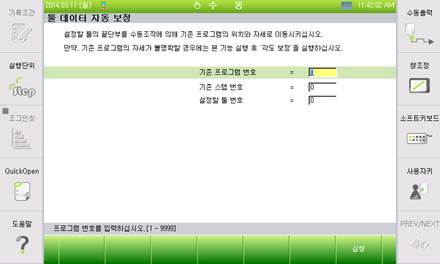
그림 7.58 툴정수 자동보정 화면
n 기존 프로그램 번호
툴 변형이 일어나기 전 티칭 되어있는 프로그램 번호를 입력합니다.
n 기존 스텝 번호: 툴 정수 자동보정을 시행할 스텝번호를 입력합니다.
n 설정할 툴 번호: 새로 설정하고자 하는 툴의 번호를 입력합니다.
② 자동 보정 기능을 이용하여 툴 데이터를 편리하게 생성할 수 있으며, 또한 기존의 프로그램을 그대로 사용할 수 있습니다.
l 각도보정
툴의 각도에 대해 보정을 수행하는 기능입니다.
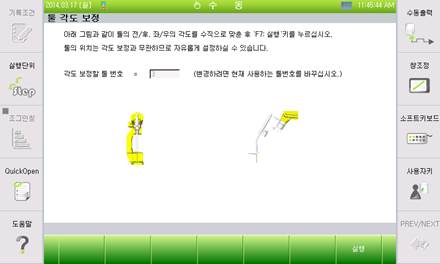
그림 7.59 툴각도 보정 화면