2.19. ARC_COND
2.19. ARC_COND
설명 | ARC_COND문은 아크용접의 전류, 전압, 속도, 위빙폭, 위빙 주파수를 설정하는 명령입니다. 또한 현재 ARC_COND의 조건으로부터 다음 ARC_COND 조건까지 선형적으로 조건을 변경할 수도 있습니다. 즉, 좌방향거리/우방향거리 (gap) 에 따라 보간조건이 적용되며 Gap에 따른 용접속도와 위빙폭이 자동계산됩니다. 이 명령에 의해서 설정되는 파라미터는 개별적으로 지정할 수도 있으며 WDB 번호를 지정하여 원하는 용접조건 데이터베이스를 읽어 설정할 수도 있습니다. | ||
문법 | • ARC_COND <용접조건 변경 방식>,<용접속도>,<좌방향거리>,<우방향거리>,<위빙 주파수>, <전류>,<전압> • ARC_COND <용접조건 변경 방식>,WDB#=<용접조건 데이터베이스> | ||
파라미터 | 용접조건 변경 방식 | 스테이션 캘리브레이션이 티칭되어 있는 작업 프로그램 번호 | 1 ~ 9999 |
용접속도 | 용접 구간의 로봇 이동속도를 지정합니다. MOVE문의 속도는 무시됩니다. | 0.6~1000 cm/min | |
좌방향거리/ 우방향거리 | 위빙 동작 시 좌/우 방향의 진폭을 설정합니다. | 0.0~50.0 mm | |
위빙 주파수 | 위빙 주파수를 설정합니다. | 0.0~10.0 Hz | |
전류 | 용접 구간의 용접 전류를 설정합니다. | 1~1000 A(%, m/min) | |
전압 | 용접 구간의 용접 전압(보정)을 설정합니다. | -200~200 V(%) | |
용접조건 데이터베이스 | 용접 구간에 사용할 용접조건 데이터베이스 번호를 설정합니다. | 1~1000 | |
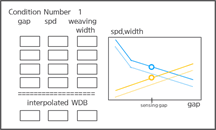
사용 예 | • ARC_COND L, 30, 4, 4, 3, 400, 28 • ARC_COND L,WDB#=1 • 보간조건편집창
위와 같이 보간조건인 4개 점을 설정해 놓으면 설정한 좌우위빙폭이 아닌 센싱한 gap에 따라 가변적으로 선형보간하여 위빙폭과 용접속도를 변경시킬 수 있습니다. 그림에서 circle은 현재 갭에 대해 점선으로 표시된 기준조건에 대해 보간된 용접속도 및 폭을 나타냅니다.
| ||